お客様からのご質問やご意見につきましては、丁寧かつ丁寧に対応させていただきます。
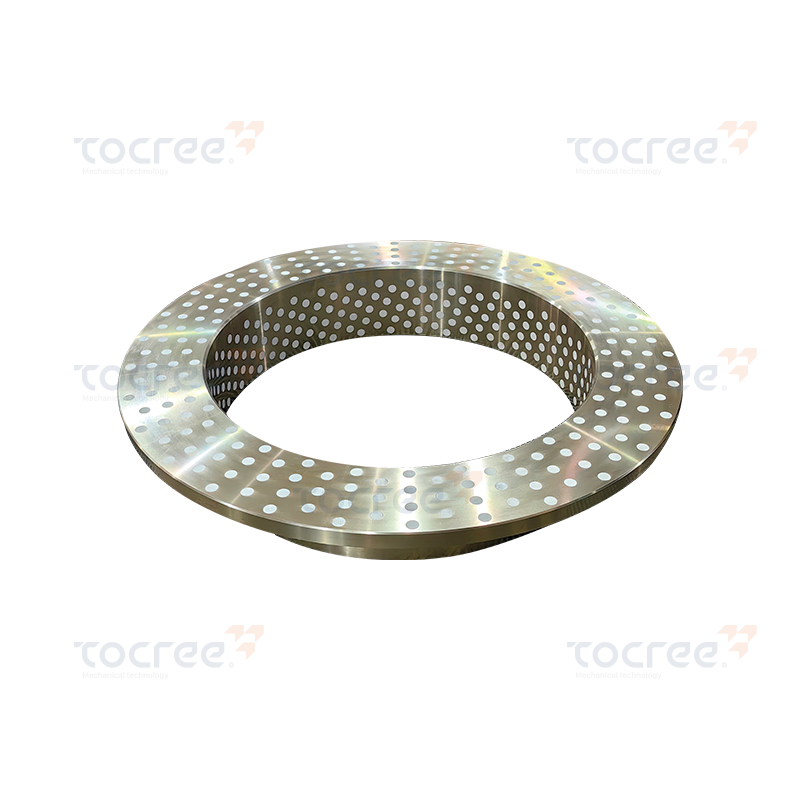
材料構造: 鋳造アルミニウム真鍮 CuZn25Al6Fe3Mn3、グラファイトインサート付き。 アプリケーションの機能: アルミニウム黄銅合金はベアリングの機械的強...
自己潤滑スリーブ (自己潤滑スリーブ ベアリング、自己潤滑ブッシュ、メンテナンスフリー プレーン ベアリングとも呼ばれる) は、動作中に外部からオイルやグリースの供給を必要とせずに、回転または振動するシャフトとそのハウジングの間に低摩擦の滑り界面を提供する円筒形のベアリング コンポーネントです。潤滑機能は軸受材料自体に組み込まれています。軸受マトリックス内に埋め込まれた固体潤滑剤相、荷重と温度がかかると接触面に潤滑剤を放出するオイルを含浸させた多孔質構造、または従来の潤滑剤をまったく必要としない本質的に低摩擦のポリマー表面のいずれかによって実現されます。
自己潤滑スリーブは、その動作原理が、シャフトと軸受表面を隔てる潤滑膜を維持するために外部からの継続的なオイル供給に依存する従来の動圧滑り軸受や静圧軸受とは根本的に異なります。自己潤滑スリーブは、潤滑膜が断続的または存在しない境界潤滑または乾式摩擦領域で動作します。また、軸受材料の組成は、これらの厳しい条件下でも適切な負荷容量、許容可能な摩耗率、および低摩擦を提供するように設計されています。このため、自己潤滑スリーブは、外部潤滑が不可能、非実用的、衛生要件や汚染要件によって禁止されている、または単に製品の寿命全体にわたってメンテナンスする価値がない用途で特に価値があります。
自己潤滑スリーブ ベアリングは単一の製品カテゴリではなく、さまざまな材料と構造アプローチのファミリーであり、それぞれが明確な潤滑機構、性能範囲、最適な用途プロファイルを備えています。主要なタイプ間の違いを理解することが、本格的な選択プロセスの出発点となります。
焼結青銅自己潤滑スリーブ (オイライト ベアリングまたは油含浸ブッシュと呼ばれることが多い) は、青銅粉末を圧縮して焼結して多孔質構造にし、潤滑油を通常ベアリングの体積の 15 ~ 30% まで真空含浸させることによって作られます。動作中、シャフトとベアリングの界面で発生する熱とシャフトの回転によるポンピング作用により、オイルがベアリングの内部細孔から滑り面に移動し、潤滑膜が形成されます。シャフトが停止し、ベアリングが冷えると、油は毛細管現象によって多孔質マトリックスに再吸収されます。この自己補充サイクルにより、再潤滑を行わずに断続的な使用が何年にもわたって潤滑を維持でき、ベアリング内のオイル リザーバが事実上、ベアリングの耐用年数全体にわたる潤滑油の供給となります。焼結青銅スリーブは、世界中で最も広く使用されている自己潤滑スリーブ タイプで、電気モーター、家庭用電化製品、農業機器、自動車付属品、軽産業機械などに使用されています。
固体潤滑剤インレースリーブは、金属軸受本体 (通常は鋳造青銅、鋼鉄、または鉄) を使用し、精密に開けられた凹部または貫通孔には固体潤滑剤プラグ (通常はグラファイト、PTFE、または二硫化モリブデン (MoS₂) 化合物) が充填されています。シャフトがベアリングボアに対して回転または振動すると、固体潤滑剤プラグが徐々に摩耗し、潤滑剤の薄い粘着層がシャフト表面とベアリングボアの両方に転写されます。この転写された潤滑膜は、液体やグリースを必要とせずに、接触面間の摩擦と摩耗を軽減します。ソリッドプラグ自己潤滑スリーブは、オイルやグリースが劣化する温度でも効果的に動作します。グラファイトプラグ付きブロンズスリーブは、用途によっては最大 400°C まで機能します。高温工業炉、ガラス製造装置、雨や汚れにさらされる屋外農業機械、製品へのオイルやグリースの汚染が禁止されている食品加工装置などの厳しい環境で使用されます。
ポリマーベースの自己潤滑スリーブは、PTFE (ポリテトラフルオロエチレン)、PEEK、ナイロン、アセタール、さまざまな繊維強化複合材料などの材料を使用しており、本質的に摩擦係数が低く (PTFE の静摩擦係数は 0.04 と低い)、初期の使い込みプロセスを通じて相手シャフトの表面に自己潤滑の転写膜を生成します。薄肉 PTFE 複合ライナーが鋼または青銅のシェルに接着されたラップ PTFE ライニング スリーブは、自動車のサスペンション ブッシュ、コントロール アーム ピボット、航空機の制御リンケージ、および精密計器ピボットで特に広く使用されています。 PTFE ライナーは、幅広い温度範囲 (純粋な PTFE の場合、通常 -200 °C ~ 260 °C) で性能を維持する一貫した低摩擦、非粘着性の滑り面を提供し、潤滑剤なしで動作し、フィルムの形成が不十分なために流体軸受がすぐに故障する原因となる振動および反転荷重に耐えます。
バイメタルおよび多層自己潤滑スリーブベアリングは、構造強度を高めるための鋼製裏打ちと、低摩擦の滑り面を提供するベアリング合金中間層(通常は鉛青銅または錫青銅)およびポリマー複合材(最も一般的には PTFE と鉛の混合物、PTFE と繊維の複合材、またはアセタール化合物)の薄いオーバーレイを組み合わせています。多層構造により、各層を異なる機能に合わせて最適化できます。スチールバックは圧入保持力と荷重分散を提供し、焼結青銅中間層は良好な結合と適度な適合性を提供し、PTFE 複合オーバーレイは自己潤滑性の滑り面を提供します。 DU タイプおよび DX タイプのベアリング (広く使用されている多層自己潤滑スリーブ仕様の商品名) は、自動車エンジンの小型ブッシング、農業機械のピボット ピン、建設機械のピン ジョイント、およびコンパクトなエンベロープで高負荷容量、低摩擦、メンテナンス不要の動作の組み合わせが必要とされるハイサイクル産業用リンケージの主要なコンポーネントです。
以下の表は、実用上最も重要な選択基準にわたる 4 つの主要な自己潤滑スリーブ タイプをまとめたもので、初期の技術選択のための早見表を提供します。
| タイプ | 潤滑機構 | 最高温度 (°C) | 耐荷重 | 最優秀アプリケーション |
| 青銅焼結(含油) | 多孔質マトリックスからの油の移行 | 100~120℃ | 中等度 | モーター、家電、軽機械 |
| 固体潤滑プラグ(グラファイト/MoS₂) | プラグ摩耗による転写フィルム | 400℃まで | 高 | 炉、食品加工、屋外機器 |
| PTFE/ポリマー複合材 | シャフト上の低摩擦転写フィルム | 260℃(PTFE) | 低~中程度 | 航空宇宙、医療、振動リンク |
| 多層膜(DU/DXバイメタル) | PTFE複合オーバーレイ転写フィルム | 130~180℃ | 高 | 自動車、建設機械、ピボット |
自己潤滑スリーブ ベアリングのデータシートには一連の性能パラメータが記載されており、誤解または誤って適用すると、ベアリングの早期故障に直接つながります。各パラメータが何を表し、それらがどのように相互作用するかを理解することは、自信を持ってベアリングを選択するために不可欠です。
PV 値、つまり軸受圧力 P (単位 MPa または N/mm²) と滑り速度 V (単位 m/s) の積は、自己潤滑スリーブ ベアリングの基本的な動作パラメータです。 PV は単位面積あたりの軸受表面で発生する摩擦熱の割合を表します。高速での高圧は、低速での同じ圧力よりも多くの熱を発生します。すべての自己潤滑スリーブ材料には最大許容 PV 値があり、この値を超えると、発熱率がベアリングの熱放散能力を超え、潤滑剤が劣化する点までベアリング表面温度が上昇し、ベアリング材料が軟化または変形し、摩耗速度が加速して破損します。重要なのは、最大許容 PV は、その製品を生成する P と V のどの組み合わせでも達成されるわけではありません。また、PV 製品とは独立して動作エンベロープを制限する別個の最大圧力制限 (P_max) と最大速度制限 (V_max) も存在します。ベアリングの PV 制限は 0.1 MPa・m/s、P_max は 40 MPa、V_max は 0.5 m/s である可能性があり、3 つの制約をすべて同時に満たす必要があります。
自己潤滑スリーブベアリングの摩擦係数は一定ではなく、滑り速度、接触圧、温度、相手軸の粗さ、軸表面の転写膜の状態などによって変化します。データシートで公表されている摩擦係数値 (通常、材料の種類に応じて 0.03 ~ 0.2) は、瞬間値や最悪の値ではなく、初期なじみ後の代表的な条件下での定常状態の値を表しています。始動時の摩擦係数(転写膜が確立される前、またはオイルが軸受表面に移動する前)は、通常、定常状態の値より 2 ~ 5 倍高くなります。これは、トルク バジェットが非常に厳しいアプリケーション (精密機器、小型駆動モーターを備えたアクチュエーター) や、定常状態のフィルム条件が完全に確立されず、頻繁に起動/停止サイクルが行われるアプリケーションでは特に重要です。
相手シャフトの表面状態は、自己潤滑スリーブベアリングの性能と寿命に大きな影響を与えます。金属製の自己潤滑スリーブ (焼結青銅、ソリッドプラグ青銅) の場合、青銅軸受材料によるシャフト表面の摩耗を防ぐために、シャフトを少なくとも 30 HRC まで硬化する必要があります。青銅軸受材料は通常、焼きなまされた鋼製シャフトよりも硬いです。ブロンズ製の自己潤滑スリーブ内で動作する柔らかいシャフトは、シャフト上に転写されたブロンズの破片を蓄積し、徐々に摩擦と摩耗が増加し、破損します。 PTFE 複合材および多層スリーブ ベアリングの場合、PTFE オーバーレイがより柔らかく、シャフトの小さな凹凸に適合するため、シャフト表面硬度の要件はそれほど厳しくありません (通常は 20 HRC で十分です)。ただし、シャフト表面粗さは Ra 0.4 ~ 0.8 μm に制御する必要があります。粗すぎるため、研磨性の凹凸が薄い PTFE オーバーレイをすぐに切り裂きます。平滑すぎる (Ra 0.1 μm 未満) と、転写フィルムの機械的固定点が不十分で、シャフト表面に確実に接着できません。

自己潤滑スリーブベアリングは、従来のオイルまたはグリース潤滑ベアリングよりも一般的に優れているわけではありません。流体力学的領域で動作する十分に潤滑されたすべりベアリングよりも最大 PV 制限が低く、摩擦係数が高くなります。ただし、従来の潤滑が機能しない、または実用的ではない特定の条件下では、その利点が決定的になります。
自己潤滑性のスリーブ ベアリングと転動体ベアリング (ボール ベアリングまたはローラー ベアリング) のどちらを選択するかは、機械工学における最も一般的な設計上の決定事項の 1 つであり、各テクノロジーは特定の条件下で真の利点を発揮します。どちらが普遍的に優れているというわけではないため、アプリケーションの特定の要件と各テクノロジの長所を比較して決定を下す必要があります。
| 基準 | 自己潤滑スリーブ | 転動体軸受 |
| 始動摩擦 | 高er (boundary lubrication) | 非常に低い(転がり接触) |
| 振動・衝撃荷重耐性 | 優れた (接触面積が大きい) | 中等度 (point/line contact) |
| 騒音と振動の発生 | 非常に低い (静かな動作) | 低~中程度(レースノイズ) |
| ラジアルスペース要件 | 最小限(薄肉) | 大型(保持器と転動体) |
| メンテナンスの必要性 | なし(メンテナンスフリー) | 定期的な再潤滑または密封 |
| 高-speed performance | 限定的(発熱) | 素晴らしい |
| コスト | 低から中程度 | 中等度 to high |
| 揺動・低速動作 | 素晴らしい | 不良 (偽ブリネリングのリスク) |
| 汚染耐性 | 良い(しっかりとした作り) | 悪い(粒子の侵入によりレースにダメージを与える) |
自己潤滑性のスリーブベアリングを選択するには、アプリケーションの動作条件を系統的に検討し、候補となるベアリングの種類や材料の性能限界と照合する必要があります。 PV、温度、環境適合性を確認せずに、以前の用途との表面的な類似性に基づいて特定の製品に直接ジャンプすることは、ベアリングの早期故障につながる最も一般的なルートです。
ラジアル荷重 (ニュートン単位) を投影軸受面積 (穴径 × 長さ、mm² 単位) で割って MPa に変換することにより、軸受圧力 P を計算します。シャフトの回転速度と直径、または振動アプリケーションの場合はストローク長とサイクル レートから、滑り速度 V (m/s) を計算します。動作が連続回転、断続回転、振動、往復のいずれであるかを決定します。これは、PV 計算 (同じピーク速度でも振動動作は連続回転よりも実効 PV が低くなります) と最適な自己潤滑スリーブのタイプの両方に影響します。計算された PV 積と個々の P 値および V 値の両方を軸受材料の制限に対してチェックし、使用中の負荷と速度の変動を考慮して少なくとも 1.5 ~ 2.0 の安全率で 3 つの制約がすべて満たされていることを確認します。
動作温度範囲 (周囲温度とベアリング自体の動作温度の両方) を決定します。この温度は摩擦熱の発生により周囲温度よりも高くなります。これを軸受材料候補の温度制限と照合してください。標準の含油焼結青銅は連続約 80 ~ 120°C に制限されています。 PTFE 複合多層ベアリングは 130 ~ 180°C まで動作します。グラファイト象嵌ブロンズスリーブは最大 400°C まで対応します。酸、アルカリ、溶剤、水、食品用洗剤などの化学物質への暴露を特定し、材料の適合性を確認します。ポリマー自己潤滑スリーブは金属タイプよりも耐薬品性が高いことがよくありますが、耐薬品性はポリマーの種類によって大きく異なるため、特定のポリマーグレードは実際に存在する化学薬品と照らし合わせて確認する必要があります。
自己潤滑性のスリーブベアリングが正しく動作するには、ベアリングのボアとシャフトの直径の間に特定のラジアル隙間が必要です。クリアランスが小さすぎると、ベアリングがシャフトをグリップし、過剰な摩擦と熱が発生し、シャフトとベアリングの両方が急速に破壊されます。クリアランスが大きすぎると、荷重がかかった状態でシャフトがボア内で揺れ、ベアリング端にエッジ荷重が発生し、摩耗や疲労が加速する動的衝撃荷重が発生します。自己潤滑スリーブ ベアリングの推奨ボア クリアランスは、通常、転がり要素ベアリングに使用されるものよりも大きくなります。焼結青銅スリーブは通常、H7/f7 または H8/f7 のはめあい (小径で 0.01 ~ 0.05 mm のクリアランス) を使用しますが、PTFE 複合スリーブは、ポリマー オーバーレイが持続的な高い接触圧力下でコールドフローする傾向があるため、わずかにきついはめあいが必要な場合があります。
自己潤滑スリーブは、正しく取り付けるのが最も簡単なベアリングの 1 つです。しかし、誤った取り付けも驚くほど一般的であり、取り付け方法ではなくベアリングの材質が原因であると誤って認識されることが多く、初期故障につながります。
自己潤滑スリーブは摩耗部品です。その耐用年数は、動作条件、軸受材料の耐摩耗性、相手シャフトの表面状態によって決まります。騒音や振動が突然急激に増加して故障することが多い転がり軸受とは異なり、自己潤滑スリーブ ベアリングは、許容できないレベルに達するまでシャフトとボアのクリアランスが増加する進行性の摩耗によって徐々に故障します。この段階的な故障モードは、正しく監視されていれば予測可能であり、管理可能ですが、監視が適切に行われていない場合は完全に見逃される可能性があり、最終的にはシャフトの損傷、過度の振動、および他のシステム コンポーネントの損傷につながります。
自己潤滑スリーブの摩耗の主な指標は、シャフトとベアリングのボアの間に隙間ゲージを挿入するか、規定の試験荷重下でダイヤル インジケータを使用してシャフトの変位を測定することによって測定される、シャフトとボアのクリアランスの増加です。ほとんどのベアリング メーカーは、最大許容クリアランス (通常は元のランニング クリアランスの 2 ~ 3 倍) を指定しており、それを超えるとベアリングを交換する必要があります。実際には、交換基準はシャフトの動きに対するシステムの公差によって設定されることがよくあります。精密機器では、クリアランスの 0.02 mm の増加は許容できない場合があります。大型の農業用ピボット ジョイントでは、0.5 mm の追加クリアランスは許容できる場合があります。
取り外した自己潤滑スリーブを目視検査すると、ベアリングが設計限界内で動作していたかどうかに関する貴重な診断情報が得られます。ベアリング全長にわたって均一な摩耗と、磨かれた滑らかなボア表面は、正しい動作と適切なシャフトのアライメントを示します。ベアリングの一端に集中した激しい摩耗は、負荷によるシャフトの位置ずれまたはたわみを示します。ベアリング表面に傷や溝が入っている場合は、ベアリングの隙間に研磨剤による汚染物が侵入していることを示しており、シールが不十分であることを示しています。軸受材料の過熱または変色 (PTFE 層の黒ずみ、亀裂、または層間剥離) は、材料の温度制限を超えて動作していることを示しており、PV 制限を超えているかどうか、またはハウジングの熱放散が用途に対して不十分かどうかを調査する必要があります。

材料構造: 鋳造アルミニウム真鍮 CuZn25Al6Fe3Mn3、グラファイトインサート付き。 アプリケーションの機能: アルミニウム黄銅合金はベアリングの機械的強...
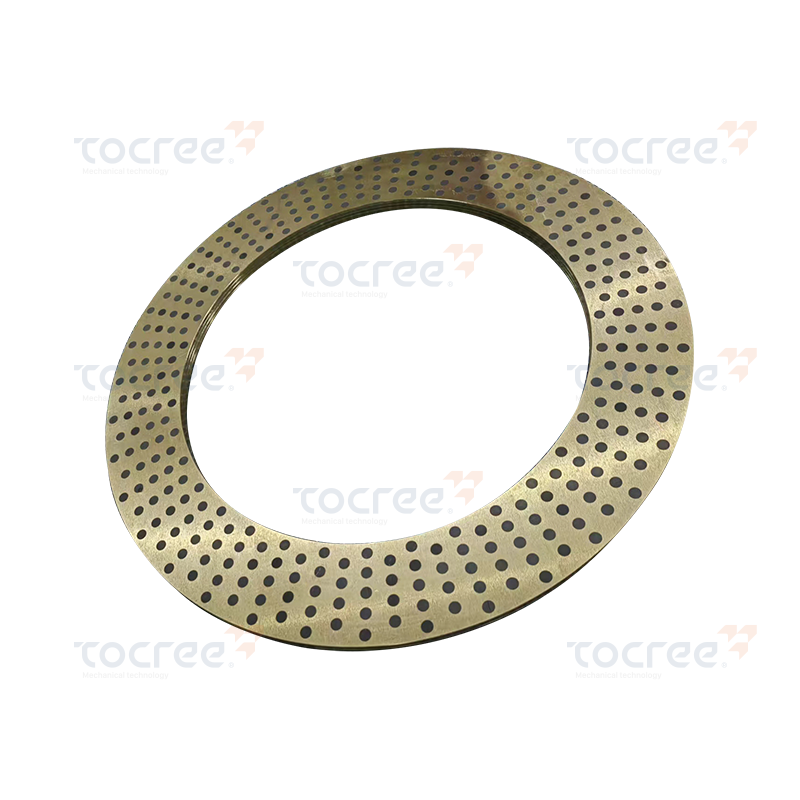
固体自己潤滑銅リングは、アルミ鋳物黄銅CuZn25A16Fe3Mn3を母材とし、その表面に黒鉛を象嵌し、精密穴加工を施した高性能部品です。 アプリケーションの機能: アルミニウ...
PTFE シングルフランジ固体自己潤滑銅スリーブは、高性能機械部品です。高強度黄銅基材にPTFE(ポリテトラフルオロエチレン)固体潤滑材を埋設したものです。高強度、高硬度、耐摩耗性、耐薬品性を備...

シングルフランジ自己潤滑ベアリング (グラファイト埋め込み) は、高性能固体自己潤滑真鍮スリーブです。高強度銅亜鉛合金を母材とし、高純度黒鉛固体潤滑剤や添加剤を埋め込んで加工しています。従来の油...

L型固体自己潤滑スライダは、高規格錫青銅合金の母材に高純度黒鉛固体潤滑剤を埋め込んだものです。このスライダは耐摩耗性、耐食性、自己潤滑性に優れており、高負荷および中低速用途の機械部品に最適です。...

高強度の高強度黄銅を母材とした球形自己潤滑銅スリーブです。表面に穴が開けられており、内部に高純度黒鉛固体潤滑剤が埋め込まれています。運転中に固体潤滑剤であるグラファイトが軸表面に転移して潤滑膜を...
