お客様からのご質問やご意見につきましては、丁寧かつ丁寧に対応させていただきます。
高い引張強度: この製品の引張強度は最大 750N/mm² に達し、高負荷条件下でも優れた機械的強度と安定性を保証します。
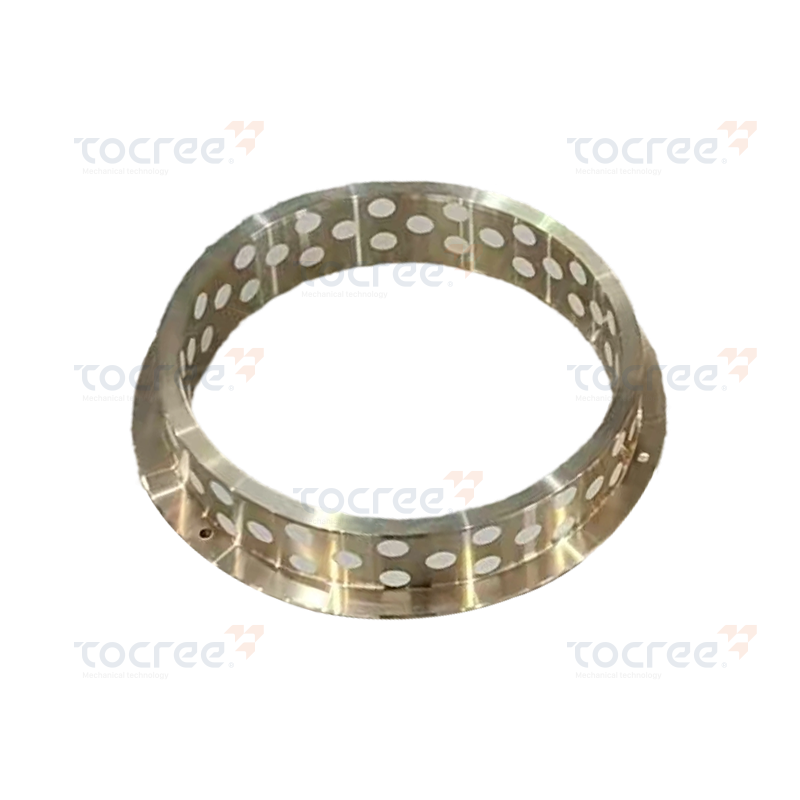
フランジ付き自己潤滑ベアリングは、円筒穴の一端に一体型フランジを組み込んだすべり軸受です。つまり、転動体ではなく滑り接触面を使用します。フランジは、内蔵の軸方向位置決め機能およびスラスト面として機能し、ベアリングがハウジングを介して一方向に押し込まれるのを防ぎ、ラジアル荷重とアキシアル荷重の組み合わせを同時に支えることができます。自己潤滑の特徴は、ベアリングが外部からグリースやオイルを供給することなく動作するように設計されていることを意味し、代わりに、ベアリングのボアとその内部を走行するシャフトとの間の連続した低摩擦の界面を維持するために、ベアリングの滑り面に埋め込まれた、または塗布された固体潤滑剤を利用します。
フランジの位置とメンテナンス不要の潤滑という機能の組み合わせにより、 フランジ付き自己潤滑ベアリング 工業、農業、機械の幅広い用途にわたって非常に実用的です。グリースニップル、潤滑スケジュール、およびそれに伴うメンテナンスの手間が不要になります。ベアリングを軸方向に保持するための別個のスラストワッシャーやスナップ リングの必要性がなくなるため、ハウジングの設計が簡素化されます。また、ドライまたはドライに近い状態で動作するため、従来の潤滑ベアリングが困難な環境、つまり、ほこりの多い場所、湿気の多い場所、高温の場所、食品グレードの場所、または定期的な再潤滑が不可能または禁止されているアクセスが困難な場所でも、信頼性の高いパフォーマンスを発揮します。
これらのベアリングの自己潤滑機構は、特定の材料構造に応じて動作が異なりますが、基本的な原理は一貫しています。つまり、オペレータやメンテナンス システムから外部潤滑剤を入力しなくても、ベアリング材料が摺動界面で潤滑膜を継続的に放出または提示し、摩擦と摩耗を軽減します。
焼結多孔質ブロンズ フランジ付きベアリングは、ブロンズ粉末を圧縮および焼結して、その構造全体に制御された相互接続された細孔のネットワークを備えたベアリングを作成することによって製造されます。次に、これらの細孔に潤滑油 (通常は ISO VG 68 または VG 100 鉱物油) が真空含浸され、潤滑油は毛細管現象によって多孔質マトリックス内に保持されます。軸受内でシャフトが回転すると、摩擦熱とシャフト表面のポンピング作用により油が細孔から摺動界面に引き出され、潤滑膜が形成されます。ベアリングが冷えてシャフトの回転が停止すると、油は毛細管現象によって細孔内に引き戻されます。この自己補充サイクルはベアリングの耐用年数を通じて継続し、オイル リザーバーは軽負荷から中負荷の用途において何年にもわたってメンテナンスフリーで動作します。
多層複合フランジ付き自己潤滑ベアリングは、異なるメカニズムを使用します。最も一般的な構造は、構造強度を高めるためのスチール製の裏打ち、機械的結合を提供する焼結青銅中間層、および滑り面としての PTFE (ポリテトラフルオロエチレン) 化合物 (通常は PTFE に鉛、青銅粉末、またはその他のフィラーを混合したもの) の薄い表面層で構成されています。 PTFE は非常に低い摩擦係数 (負荷と速度の条件に応じて約 0.04 ~ 0.20) を持ち、固体潤滑剤として機能します。シャフトが PTFE 表面層に対してスライドすると、微細な転写膜がシャフト上に形成され、一致した一対の低摩擦表面が形成され、走行プロセス全体にわたって維持されます。この機構には液体潤滑剤がまったく必要ないため、これらのベアリングは油による汚染が許容できない用途に適した真のドライランニングコンポーネントとなります。
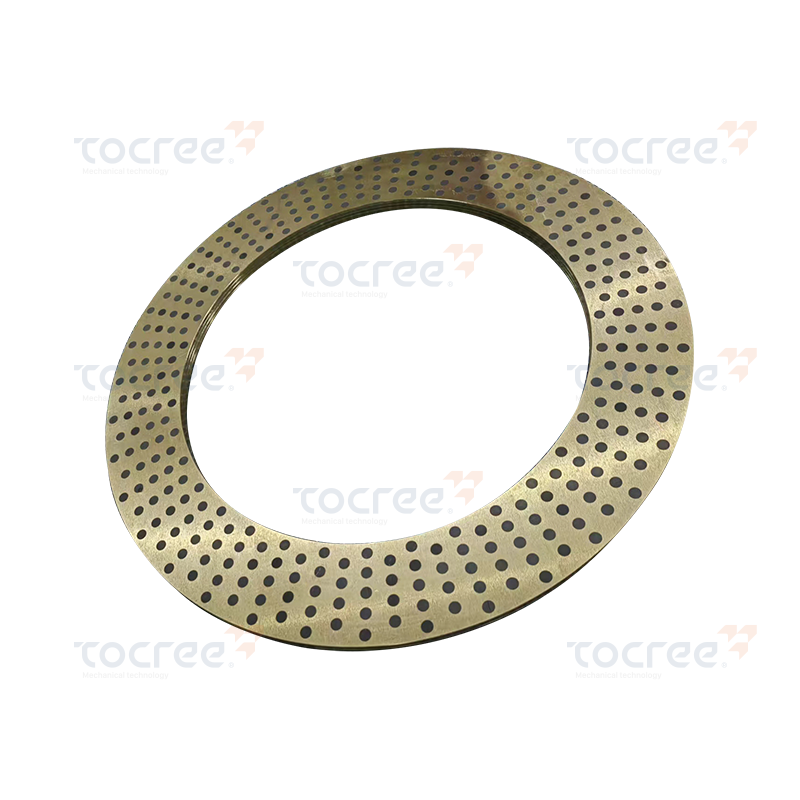
一部のフランジ付き自己潤滑ベアリング、特に高温または重荷重の用途で使用されるものでは、青銅または鋳鉄の本体に直接埋め込まれたグラファイトまたは二硫化モリブデン (MoS₂) の固体潤滑剤プラグまたはインレーが使用されています。シャフトが回転すると、プラグが徐々に摩耗し、シャフトの表面とベアリングの穴に固体潤滑剤が継続的に堆積します。グラファイトは、油ベースの潤滑剤が酸化または蒸発する高温で特に効果的であるため、炉設備、キルンカーガイド、および高温コンベアシステムではグラファイトプラグ付きフランジベアリングが一般的な選択肢となっています。
フランジ付き自己潤滑ベアリングの性能能力と適切な使用環境は、その構造に使用される材料システムによって主に決まります。利用可能な主なカテゴリは、耐荷重、定格速度、温度範囲、耐薬品性が大きく異なります。
含油焼結青銅フランジ軸受は、一般的なエンジニアリング用途で最も広く使用されている自己潤滑軸受タイプです。寸法に関しては ISO 2795 および DIN 1850 規格に準拠しており、さまざまなメーカーからメートルサイズとインチサイズで簡単に入手できます。典型的な負荷容量は中程度で、動的ラジアル荷重は最大約 60 ~ 80 N/mm² であり、負荷に応じて最大約 2 ~ 3 m/s のシャフト速度で良好に機能します。動作温度範囲は含浸油によって制限され、鉱油含浸の場合は通常 -20°C ~ 80°C ですが、合成油の種類ではより高い温度範囲が可能です。費用対効果が高く、サイズに合わせて機械加工するのが簡単で、サービス面でもよく理解されています。
1950 年代に開発された Glacier DU ベアリングに由来する DU の名称で一般的に知られるスチールバック複合フランジベアリングは、メンテナンスフリーのベアリング設計の世界標準となっています。スチール製のバッキングは高い圧縮強度を提供し、PTFE 複合滑り層は非常に低い摩擦と真のオイルフリー操作を提供します。これらのベアリングは、焼結青銅よりも高い比荷重(標準グレードで最大 250 N/mm2 静的、140 N/mm2 動的)に対応し、その動作温度範囲は通常 -200°C ~ 280°C で、油含浸青銅をはるかに上回っています。これらは、自動車部品、農業機械のピボット、建設機械、および高負荷、低速振動運動、およびメンテナンス不要の潤滑要件を組み合わせたあらゆるアプリケーションの標準的な選択肢です。
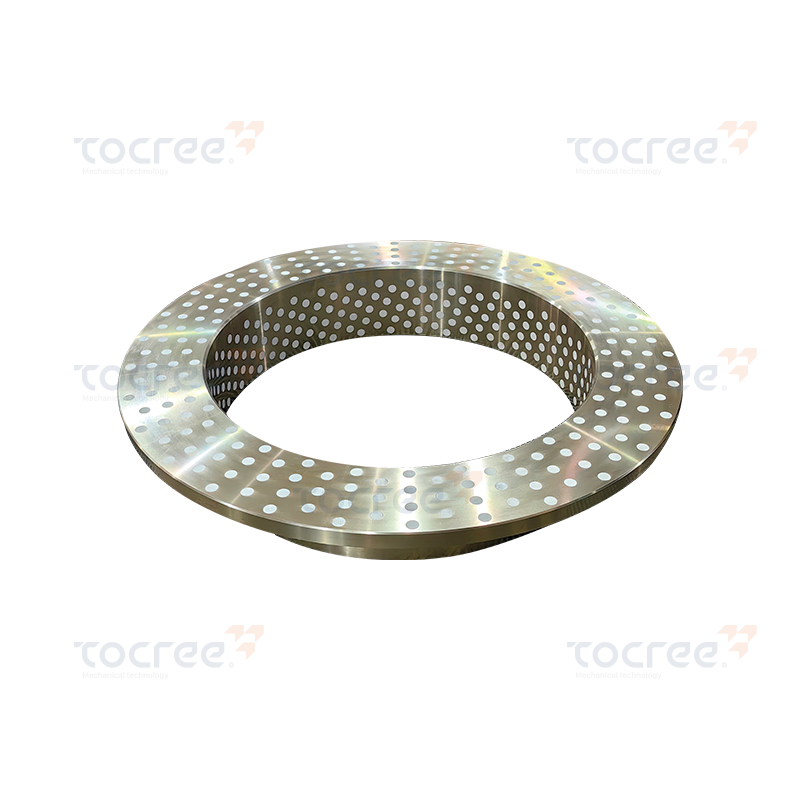
グラファイトプラグインレイを備えた固体鋳造または鍛造ブロンズフランジベアリングは、高温での自己潤滑性能と組み合わせた堅牢な耐荷重能力を提供します。使用される一般的な青銅合金には、CuSn8、CuSn12、CuAl10Fe3 があり、それぞれ硬度、耐摩耗性、耐食性の異なる組み合わせを備えています。グラファイトプラグは、青銅製の本体にあらかじめ開けられた穴にベアリング表面全体に一定の間隔で圧入され、滑り領域の約 20 ~ 30% をカバーします。これらのベアリングは、低速で移動する重機、水潤滑用途、および青銅製本体の熱伝導率が摩擦熱の放散に役立つ高温環境に最適です。
IGLIDUR コンパウンド (イグス)、PEEK、ナイロン (PA)、またはアセタール (POM) などの材料で作られ、潤滑剤添加剤が統合されたエンジニアリングポリマーフランジベアリングは、電気絶縁、耐腐食性、非常に軽量、または化学的に攻撃的な媒体での動作が必要な用途に独自の利点をもたらします。 PEEK ベースの高性能ポリマーベアリングは、最大 250°C までの連続温度で動作でき、青銅またはスチールで裏打ちされたベアリングを攻撃するような攻撃的な化学環境に耐えることができます。一般に金属軸受タイプよりも負荷容量は低くなりますが、非磁性、非導電性、非腐食性の特性を兼ね備えているため、医療機器、半導体製造、食品加工機械などの特定の用途では代替不可能です。
以下の表は、用途の選択に役立つ、主なフランジ付き自己潤滑軸受材料タイプの主な性能特性をまとめたものです。
| 材質の種類 | 最大荷重 (動的) | 温度範囲 | 潤滑 | 最適な用途 |
| 青銅焼結(油) | 60 ~ 80 N/mm² | −20℃〜80℃ | 含油 | 一般的な軽~中程度の負荷 |
| スチールバック PTFE (DU) | 最大 140 N/mm² | −200℃〜280℃ | ドライ(PTFEフィルム) | 高負荷、振動、無給油 |
| ブロンズグラファイトプラグ | 60 ~ 100 N/mm² | 350℃まで | 黒鉛固体潤滑剤 | 高温、低速、重い負荷 |
| エンジニアリングポリマー/PEEK | 20~60 N/mm² | 250℃まで | ドライ(添加剤ベース) | 食品、化学、電気絶縁 |
フランジ付きすべり軸受のフランジは、単なる保持機能ではなく、普通の円筒形スリーブと比較して軸受の機能を根本的に変える構造要素です。フランジが実際にどのような役割を果たしているかを理解することは、エンジニアがアプリケーションに適切なベアリング構成を指定するのに役立ちます。
フランジは、ハウジング内でベアリングの軸方向の位置を決め、軸方向の荷重がかかったときにベアリングがシャフト軸に沿って移動するのを防ぎます。曲げ力とスラスト力の両方に抵抗する必要があるピボット ピンなど、ラジアル荷重とアキシアル荷重が組み合わされた用途では、フランジ面がスラスト軸受面として機能し、ハウジング面に対してアキシアル荷重を負担します。フランジ面の接触面積によってアキシアル荷重容量が決まるため、フランジ直径が大きいほどアキシアル荷重定格が高くなります。非常に高いアキシアル荷重または持続的なアキシアル荷重がかかる用途では、フランジ面の接触圧力が材料の許容限度内に収まっていることを確認することが重要です。これらの限度を超えると、フランジ面の摩耗が進行し、最終的には軸方向の位置決め精度が失われます。
フランジ付きベアリングは通常、標準フランジ (より厚く、軸方向の荷重容量が大きい) と薄フランジ (スペースに制約のあるハウジング設計用にフランジの厚さを薄くした) の 2 つのフランジ厚さ構成で指定されます。一部のメーカーは、ボアの両端にフランジが存在するダブル フランジ ベアリングも提供しています。これにより、別個の保持機能を必要とせずに両方向で軸方向の保持が可能になります。ダブルフランジ構成は、スラスト荷重の方向が逆になる可能性がある振動ピボット用途に特に役立ちます。

正しいサイズ設定とはめあい公差は、すべり軸受の性能と耐用年数にとって非常に重要であり、フランジ付き自己潤滑軸受も例外ではありません。ベアリングが正しく機能するには、ハウジングのボア嵌め合いとシャフトとボアのクリアランスの両方が指定範囲内にある必要があります。
フランジ付き自己潤滑ベアリングは、制御されたしまりばめ (通常は ISO システムの H7/p6 または H7/r6 公差の組み合わせ) でハウジングに圧入されるように設計されており、動作負荷下でハウジング内でベアリングが回転するのを防ぎます。スチールバック複合ベアリングの場合、しまりばめにより、ベアリングがハウジングのボア内の小さな凹凸に適合し、接触面積と熱放散が向上します。ハウジングのボアは、良好な表面仕上げ (通常 Ra 0.8 ~ 1.6 μm) と正しい円筒度を備え、ベアリング メーカーの指定公差に従って機械加工する必要があります。ハウジングのボアが大きすぎると、ベアリングがシャフト上ではなくハウジング内で回転し、両方のコンポーネントに急速な損傷を与えます。ボアサイズが小さすぎるとベアリングが過度に圧縮され、ボア直径が仕様より小さくなり、シャフトが焼き付く可能性があります。
シャフトとベアリングボアの間のランニングクリアランスも同様に重要です。クリアランスが小さすぎると、摩擦が高くなり、熱が蓄積し、早期の摩耗故障が発生します。クリアランスが大きすぎるとシャフトが動き、衝撃荷重と表面応力が増加します。フランジ付き自己潤滑ベアリングの推奨シャフト公差は、通常、回転シャフト用途の場合は h6 または f7、振動用途の場合は h9 または e8 です。ベアリングがハウジングに圧入されると、しまりばめによりボア径がわずかに減少します。最終的なランニングクリアランスが推奨範囲内に収まるように、シャフト直径を指定する際には、この圧入による減少を考慮する必要があります。ほとんどのベアリングメーカーは、ハウジングの干渉とベアリングの壁の厚さの関数として、プレス後の予想されるボア減少を示す表を提供しています。
フランジ付き自己潤滑ベアリング内で動作するシャフトは、良好なベアリング寿命を実現するために、適切な硬さと良好な仕上げが必要です。スチールバック PTFE 複合ベアリングの場合、最適な摩耗性能を得るには、一般に少なくとも 55 HRC (肌焼きまたは高周波焼き入れ) のシャフト硬度が推奨され、表面粗さは Ra 0.2 ~ 0.8 μm です。シャフトが柔らかかったり粗かったりすると、ベアリング表面の摩耗が促進され、耐用年数が大幅に短くなります。焼結青銅ベアリングの場合、青銅材料はシャフト表面の変動に対してより許容性があるため、多少柔らかく粗いシャフトが許容されます。ステンレススチールシャフトも使用できますが、一部のステンレスグレードは比較的柔らかく、ベアリング表面に対して摩耗する可能性があるため、適切な硬度を確認する必要があります。
フランジ付き自己潤滑ベアリングは、非常に幅広い産業および機械用途に使用されています。統合された軸方向の位置決めとメンテナンス不要の操作の組み合わせにより、多くの設計状況でデフォルトの選択肢となります。
フランジ付き自己潤滑ベアリングの定格性能と耐用年数を達成するには、正しい取り付けが不可欠です。不適切な取り付け方法、特にスチールバック複合ベアリングの場合は、現場でベアリングが早期に故障する最も一般的な原因の 1 つです。
特定の用途に適したフランジ付き自己潤滑ベアリングを選択するには、一連の動作パラメータを体系的に検討する必要があります。ここでは、軸受エンジニアが従う実際の選択プロセスを示します。
まず、動作条件を明確に定義します。ベアリングにかかるラジアル荷重 (ニュートンまたはキロニュートン)、フランジ面が負担しなければならないアキシアル荷重またはスラスト荷重、シャフトの直径、動作の種類 (連続回転、振動、または混合)、シャフトの速度または振動周波数、動作温度範囲、および潤滑剤を使用できるかどうか、または完全な乾燥動作が必要かどうかです。これらのパラメータを確立したら、比軸受圧力 (荷重をボア長さ×直径の投影面積で割った値) と PV 値 (比圧力と滑り速度の積) を計算します。この組み合わせたパラメータは、動作条件を軸受材料の能力限界と比較するための標準的な基礎となります。
これらの計算値をベアリング メーカーからの材料性能データと照合します。各材料タイプには最大 P、V、PV 制限が公表されており、それを超えると摩耗率が許容できないほど高くなります。材料の限界に近い用途の場合は、摩擦による温度上昇を考慮し (PV が高いほど発熱量が多くなります)、選択した材料の温度定格にまだ余裕があることを確認してください。最後に、標準寸法シリーズのベアリングが必要なシャフト直径で利用可能であることを確認してください。ほとんどのフランジ付き自己潤滑ベアリングは、3 mm ボア以上の標準メートル シリーズ (焼結青銅については ISO 3547、スリーブ ベアリングについては DIN 1850) で製造されており、在庫から幅広いフランジ構成を選択できます。
高い引張強度: この製品の引張強度は最大 750N/mm² に達し、高負荷条件下でも優れた機械的強度と安定性を保証します。

材料構造: 鋳造アルミニウム真鍮 CuZn25Al6Fe3Mn3、グラファイトインサート付き。 アプリケーションの機能: アルミニウム黄銅合金はベアリングの機械的強...
固体自己潤滑銅リングは、アルミ鋳物黄銅CuZn25A16Fe3Mn3を母材とし、その表面に黒鉛を象嵌し、精密穴加工を施した高性能部品です。 アプリケーションの機能: アルミニウ...
PTFE シングルフランジ固体自己潤滑銅スリーブは、高性能機械部品です。高強度黄銅基材にPTFE(ポリテトラフルオロエチレン)固体潤滑材を埋設したものです。高強度、高硬度、耐摩耗性、耐薬品性を備...

シングルフランジ自己潤滑ベアリング (グラファイト埋め込み) は、高性能固体自己潤滑真鍮スリーブです。高強度銅亜鉛合金を母材とし、高純度黒鉛固体潤滑剤や添加剤を埋め込んで加工しています。従来の油...

L型固体自己潤滑スライダは、高規格錫青銅合金の母材に高純度黒鉛固体潤滑剤を埋め込んだものです。このスライダは耐摩耗性、耐食性、自己潤滑性に優れており、高負荷および中低速用途の機械部品に最適です。...
