お客様からのご質問やご意見につきましては、丁寧かつ丁寧に対応させていただきます。
材料構造: 鋳造アルミニウム真鍮 CuZn25Al6Fe3Mn3、グラファイトインサート付き。 アプリケーションの機能: アルミニウム黄銅合金はベアリングの機械的強...
自己潤滑ベアリングは、ベアリングの材料に直接組み込まれた独自の潤滑剤を含むタイプのベアリングです。外部のグリース、オイル、メンテナンス スケジュールは必要ありません。潤滑剤は固体粒子、多孔質構造、または特殊なポリマー化合物の形で埋め込まれており、動作中にシャフト表面に潤滑の薄膜を放出します。この継続的な制御されたリリースにより、ベアリングの耐用年数全体にわたって摩擦と摩耗が軽減されます。
このメカニズムは、エンジニアが「転写フィルム」テクノロジーと呼ぶものによって機能します。シャフトが回転したり、ベアリング面に対してスライドしたりすると、微量の潤滑剤 (通常はグラファイト、PTFE (ポリテトラフルオロエチレン)、または二硫化モリブデン) が合わせ面に移動します。これにより、自己補充型の保護層が形成され、継続的な重い負荷の下でも摩擦を低く保ちます。液膜に依存して可動部品を分離する従来のオイル潤滑ベアリングとは異なり、自己潤滑設計は固体化学に依存して同じ機能を果たしますが、維持費ははるかに少なくなります。
そのため、グリスを再塗布することが現実的ではない場合、オイルやグリースによる汚染が許容できない場合、または高温、真空、または化学的に攻撃的な環境などの極端な条件で機器を確実に動作させる必要がある場合に、これらは魅力的なソリューションとなります。
すべての自己潤滑ベアリングが同じ方法で構築されているわけではありません。適切なタイプは、負荷要件、動作温度、速度、環境によって異なります。最も広く使用されているカテゴリの内訳は次のとおりです。
これらは圧縮および焼結された金属粉末(通常は青銅または鉄)から作られており、相互接続された細孔のネットワークが残ります。細孔は油であらかじめ飽和されており、使用中にベアリングが加熱されると毛細管現象によって油が染み出し、冷却されると再び引き込まれます。この「呼吸」作用により、焼結軸受は小型モーター、ファン、家庭用電化製品などの軽から中負荷の用途に優れています。安価で静かで、追加の潤滑を必要とせずに何年も使用できます。
ポリマーベースの自己潤滑ベアリングは、PTFE、ナイロン、アセタール、または PEEK などのエンジニアリング プラスチックのみで作られており、多くの場合、ガラス繊維、カーボン、ブロンズ パウダーなどの強化充填剤が配合されています。特に PTFE は固体材料の中で最も摩擦係数が低いため、これらの軸受は食品加工、製薬機械、医療機器などのクリーンな環境に最適です。また、完全な耐腐食性と非導電性を備えています。
複合自己潤滑ベアリングは、スチールまたは青銅のバッキングシェルと、PTFE ベースまたは同様のポリマーライナーの薄い接着層を組み合わせています。金属の裏地は高い構造強度と優れた放熱性を提供し、ポリマー表面は潤滑を行います。このハイブリッド設計は、純粋なポリマー ベアリングよりも大幅に高い荷重に対応し、自動車部品 (ドア ヒンジ、サスペンション リンケージ)、農業機械、建設機械に広く使用されています。
これらのベアリングは通常、青銅または鋳鉄で作られており、グラファイトインサートが本体に直接差し込まれているか、または鋳造されています。グラファイトは優れた固体潤滑剤であり、極度の高温や油が劣化または蒸発する環境でもその特性を維持します。特にカーボングラファイト軸受は、動作温度が 400°C を超える可能性がある蒸気タービン、高温流体を扱うポンプ、工業用オーブンで使用されます。水は実際にグラファイトの潤滑性能を向上させるため、湿った環境でもうまく機能します。
重工業および海洋用途で使用されるこれらのベアリングは、樹脂と PTFE を含浸させた織布 (多くの場合、ガラス繊維または炭素繊維) の層から作られています。これらは優れた耐荷重性と耐衝撃性を備えており、船上の舵軸受、橋梁の伸縮継手、油圧シリンダーなどによく使用されています。エッジ荷重やシャフトのずれに耐える能力もあり、オフハイウェイ車両や鉱山機械で人気があります。
自己潤滑ベアリングと従来の潤滑ベアリングのどちらを選択するかには、いくつかの性能とコストの面でのトレードオフが関係します。以下の表は、主な違いをまとめたものです。
| 特徴 | 自己潤滑ベアリング | 従来の軸受 |
| メンテナンスが必要です | なし、または最小限 | 定期的なグリスアップ/注油 |
| 動作温度範囲 | 多くの場合、-200°C ~ 400°C (タイプによって異なります) | 潤滑剤の劣化により制限される |
| 耐荷重 | 中程度から非常に高い(複合タイプ) | 高いから非常に高い |
| 汚染リスク | 低い - オイル/グリースの漏れなし | 高い - 漏れの可能性 |
| 食品/医薬品に最適 | あり(PTFE/ポリマータイプ) | 食品グレードの潤滑剤のみを使用 |
| 初期費用 | 中程度から高額の前払い | 前もって下げることが多い |
| 総生涯コスト | 低い(ダウンタイム/メンテナンスが少ない) | 全耐用年数を超えるとより高い |
| 騒音レベル | 低い(特に焼結タイプ) | 変数 |
オイルフリー、メンテナンスフリーのベアリングの魅力は幅広い業界に広がっています。これらのベアリングが活躍する最も一般的な現実のアプリケーションをいくつか紹介します。

用途に合わせて間違った自己潤滑ベアリングを選択することは、早期故障の最も一般的な原因の 1 つです。評価すべき重要なパラメータは次のとおりです。
PV 値は、ベアリング荷重 (MPa または psi 単位) とシャフトの表面速度 (m/s または ft/min 単位) の積です。すべての自己潤滑軸受材料には最大許容 PV 定格があり、それを超えると軸受が過熱して急速に摩耗します。たとえば、未充填 PTFE の PV 制限は約 0.1 MPa・m/s ですが、ブロンズバック PTFE 複合軸受は 0.5 MPa・m/s 以上に耐えることができます。必ずメーカーの PV データシートを確認し、安全率を適用してください。
ポリマーベアリングには上限温度があり、PTFE の最高温度は通常約 260°C ですが、PEEK は最大 300°C まで耐えることができます。カーボングラファイトおよびグラファイトプラグ付きブロンズベアリングは 400°C をはるかに超える可能性があります。低温での性能を考慮することも同様に重要です。寒い環境では一部のポリマーが脆くなり、荷重がかかると亀裂が発生する可能性があります。ベアリングを購入する際には、最低動作温度と最高動作温度の両方を指定してください。
自己潤滑ベアリングは、オイル潤滑ベアリングとは異なり、シャフト表面の品質に敏感です。シャフトの表面が粗いと、ポリマーや潤滑膜が急速に摩耗し、ベアリングの寿命が大幅に短くなる可能性があります。ほとんどのメーカーは、最適な性能を得るためにシャフトの表面粗さを Ra 0.4 ~ 0.8 μm にすることを推奨しています。特定の軸受材料に対してかじりつく可能性がある軟鋼やステンレス鋼よりも、硬化鋼シャフト (HRC 45 以上) が強く推奨されます。
転動体ベアリングとは異なり、滑り自己潤滑ベアリングは、ボアとシャフトの間に正確な直径クリアランスを必要とします。締めすぎると、ベアリングが焼き付いたり、過度の熱が発生したりする可能性があります。緩すぎると、振動、騒音が発生し、摩耗が促進されます。一般的に推奨されるクリアランスの範囲は、材料の種類と用途に応じてシャフト直径の 0.01% ~ 0.1% です。必ずメーカーの取り付けガイドラインを参照してください。
たとえ最高のベアリングであっても、正しく取り付けられていないと早期に故障してしまいます。次のような頻繁なエラーに注意してください。
最適なベアリングのタイプを絞り込むには、次の段階的なアプローチに従ってください。
自己潤滑ベアリングの初期費用は、標準的な青銅製ブッシュやボール ベアリングよりも高くなる場合があります。しかし、メンテナンスの労力、潤滑剤のコスト、計画的なダウンタイム、および計画外の故障のリスクを考慮すると、総所有コストの状況は大きく異なります。大量生産環境や手の届きにくい設置場所では、グリース交換間隔を 1 回なくすことで、ベアリングにかかる割高なコストを何倍にも回収することができます。
食品加工工場で稼働するコンベア システムを考えてみましょう。このような環境下で従来の潤滑ベアリングを使用するには、定期的な検査、グリースの再注入、そしてグリースで汚染されたコンポーネントの最終的な交換が必要です。単一の汚染事故が製品全体のリコールにつながる可能性があります。メンテナンス不要の PTFE 自己潤滑ベアリングに切り替えることで、汚染のリスクが完全に排除され、そのベアリングがメンテナンス スケジュールから削除され、エンジニアリング時間が解放され、コストのかかる停止が防止されます。
オフショア、マイニング、またはリモート インフラストラクチャ アプリケーションでは、節約はさらに劇的になります。メンテナンスのたびにヘリコプターでの移動や何時間もの移動が必要な場合、数十のベアリング ポイントからの潤滑の必要性をなくすことは、複数年の機器ライフサイクルにわたって非常に大幅な運用コストの節約につながります。
自己潤滑ベアリング はニッチなエンジニアリング ソリューションから、数十の業界にわたる主流の選択肢へと進化しました。高温工業用オーブン、食品包装ライン、自動車用ヒンジ、衛星機構などのコンポーネントを指定する場合でも、グリース ガンを必要とせずにその作業に対応できるように設計された自己潤滑ベアリング タイプがあります。重要なのは、特定のアプリケーションを制御する技術的パラメータを理解し、それらを適切な材料と設計に適合させることです。この調整が適切に行われると、メンテナンスの総負担が大幅に軽減され、信頼性の高い長期にわたるパフォーマンスが得られます。

材料構造: 鋳造アルミニウム真鍮 CuZn25Al6Fe3Mn3、グラファイトインサート付き。 アプリケーションの機能: アルミニウム黄銅合金はベアリングの機械的強...
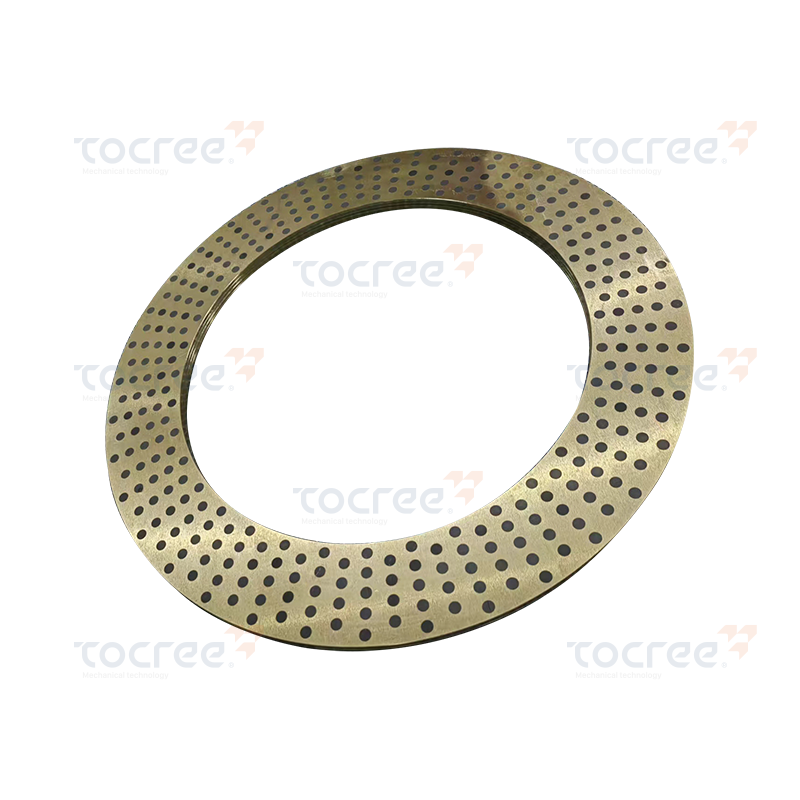
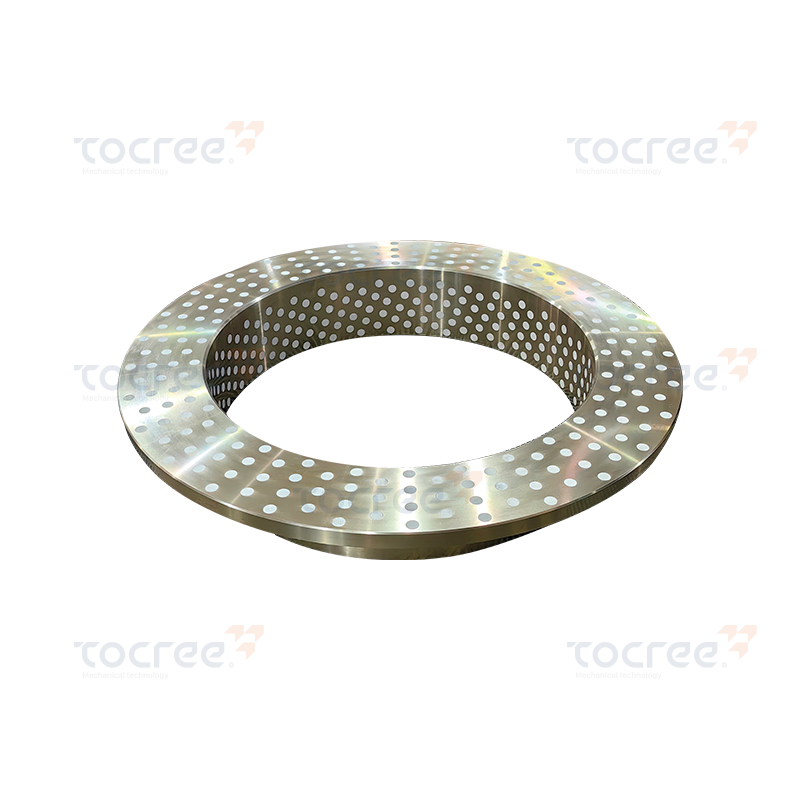
固体自己潤滑銅リングは、アルミ鋳物黄銅CuZn25A16Fe3Mn3を母材とし、その表面に黒鉛を象嵌し、精密穴加工を施した高性能部品です。 アプリケーションの機能: アルミニウ...
PTFE シングルフランジ固体自己潤滑銅スリーブは、高性能機械部品です。高強度黄銅基材にPTFE(ポリテトラフルオロエチレン)固体潤滑材を埋設したものです。高強度、高硬度、耐摩耗性、耐薬品性を備...

シングルフランジ自己潤滑ベアリング (グラファイト埋め込み) は、高性能固体自己潤滑真鍮スリーブです。高強度銅亜鉛合金を母材とし、高純度黒鉛固体潤滑剤や添加剤を埋め込んで加工しています。従来の油...

L型固体自己潤滑スライダは、高規格錫青銅合金の母材に高純度黒鉛固体潤滑剤を埋め込んだものです。このスライダは耐摩耗性、耐食性、自己潤滑性に優れており、高負荷および中低速用途の機械部品に最適です。...

高強度の高強度黄銅を母材とした球形自己潤滑銅スリーブです。表面に穴が開けられており、内部に高純度黒鉛固体潤滑剤が埋め込まれています。運転中に固体潤滑剤であるグラファイトが軸表面に転移して潤滑膜を...
